
Общий процесс сборки и требования
一 、 Подготовка перед сборкой
Рабочие данные: включая общие сборочные чертежи, сборочные чертежи компонентов, чертежи деталей, спецификации материалов и т. Д., До конца проекта должны быть гарантированы целостность чертежей, аккуратность и целостность записей информации о процессе.
2. Рабочая площадка: размещение деталей и сборка компонентов должны выполняться в пределах указанной рабочей площадки. Место для размещения и сборки всей машины должно быть четко спланировано до конца всего проекта. Все рабочие места должны быть аккуратными, стандартизированными и упорядоченными.
3. Сборочные материалы: Перед работой сборочные материалы в соответствии с процессом сборки должны быть на месте вовремя. Если некоторые недетерминированные материалы отсутствуют, вы можете изменить порядок операций, а затем заполнить форму напоминания материала в отдел закупок.
4. Перед сборкой вы должны понять структуру, технологию сборки и технологические требования к оборудованию.
Spec 、 Основные характеристики
Механическая сборка должна выполняться в строгом соответствии с монтажными чертежами и технологическими требованиями, предъявляемыми конструкторским отделом. Категорически запрещается изменять содержание операции или изменять части ненормальным образом.
2. Собранные детали должны быть квалифицированными, принятыми отделом контроля качества. Если в процессе сборки будут обнаружены недостающие детали, об этом следует сообщить вовремя.
3. Условия сборки должны быть чистыми, без пыли и других загрязнений, а детали следует хранить в сухом, непыльном месте с защитными прокладками.
4. Во время процесса сборки детали не должны сталкиваться, разрезать или повреждать поверхность деталей или вызывать явное изгибание, скручивание или деформацию деталей, а сопрягаемые поверхности деталей не должны быть повреждены.
5. Для деталей с относительным движением смазочное масло (смазка) должно быть добавлено между контактными поверхностями во время сборки.
6. Соответствующие размеры соответствующих частей должны быть точными
7. При сборке детали и инструменты должны иметь специальные приспособления для размещения. В принципе, детали и инструменты нельзя размещать на машине или непосредственно на земле. При необходимости на месте должны быть установлены защитные накладки или ковры.
8. В принципе, во время сборки нельзя наступать на машину. Если вам нужно наступить на машину, вы должны положить на нее защитные подушки или ковры. Категорически запрещается наступать на важные детали и неметаллические детали низкой прочности.
Три, Способ подключения
1. Болт связи
(1) При затягивании болтов не допускается использование разводного гаечного ключа, и под каждую гайку следует использовать не более одной шайбы. После того, как винты с потайной головкой затянуты, гвоздевые головки должны быть погружены в детали машины и не должны подвергаться воздействию.
(2) В нормальных условиях резьбовое соединение должно иметь противослабные пружинные шайбы, метод затягивания симметричных нескольких болтов должен постепенно затягиваться в симметричном порядке, а соединители в форме стержня должны постепенно затягиваться симметрично в обоих направлениях от средний.
(3) После того, как болт и гайка затянуты, болт должен открывать 1-2 шага гайки; когда винт не нужно разбирать при креплении движущего устройства или обслуживании, перед сборкой винт должен быть покрыт резьбовым клеем.
(4) Крепеж с указанными требованиями к моменту затяжки следует затягивать динамометрическими ключами в соответствии с указанным моментом затяжки.
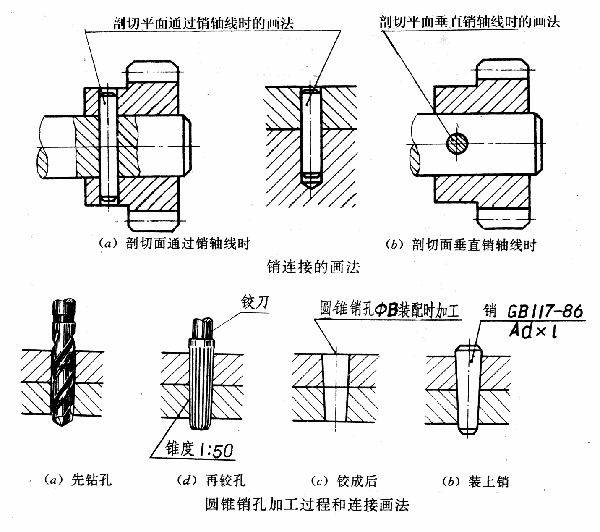
2. Контактное соединение
(1) Торцевая поверхность установочного штифта должна быть немного выше, чем поверхность детали. После того, как конусный штифт с винтовым хвостом установлен в соответствующую часть, большой конец должен быть погружен в отверстие.
(2) После того, как шплинт вставлен в соответствующие части, его хвост должен быть отделен на 60 ° ~ 90 °.
3. Склеивание
(1) Обе стороны шпоночного паза плоского ключа и фиксированного ключа должны находиться в равномерном контакте, и между их сопряженными поверхностями не должно быть зазора.
(2) После того, как установленный зазор ключ (или шпонка) собран, не должно быть неравномерного натяжения, когда относительно движущиеся части движутся вдоль осевого направления.
(3) После того, как ключ с крюком и клиновой ключ собраны, площадь контакта должна составлять не менее 70% рабочей области, а неконтактная часть не должна быть сосредоточена в одном месте; длина открытой части должна составлять от 10% до 15% длины склона.
4. Клепка
(1) Материалы и технические характеристики клепки должны соответствовать проектным требованиям, а обработка отверстий для заклепки должна соответствовать соответствующим стандартам.
(2) Во время клепки поверхность клепаных деталей не должна быть повреждена или деформирована.
(3) Если нет особых требований, после клепки не должно быть ослабления. Головка заклепки должна находиться в тесном контакте с заклепываемой частью и должна быть гладкой и круглой.
5. Расширительный рукав
Соответствие расширительной втулки: нанесите смазку на расширительную втулку, вставьте расширительную втулку в отверстие ступицы узла, отрегулируйте положение сборки после установки установочного вала, а затем затяните болты. Порядок затяжки ограничен прорезью, а левая и правая поперечная симметрия затянуты, чтобы обеспечить достижение номинального значения крутящего момента.
6. Затяните соединение
Конический конец установочного винта и отверстия должен быть на 90 °, а установочный винт должен быть затянут к отверстию.
、 、 Сборка подшипников качения
1. Перед сборкой подшипника на нем не должно быть грязи.
2. При сборке подшипника нанесите слой смазочного масла на поверхность сопрягаемых частей. Немодельный конец подшипника должен быть обращен внутрь, то есть в направлении буртика вала.
3. При сборке подшипников используйте специальные пресс-инструменты. Строго запрещается собирать путем прямого удара. Размер, направление и положение силы при установке подшипников должны быть соответствующими. Защитная рама или элементы качения не должны быть напряжены и должны быть равномерными и симметричными. Убедитесь, что торец перпендикулярен оси.
4. Торцевая поверхность внутреннего кольца подшипника, как правило, должна находиться близко к бурту вала (зажиму вала). После сборки наружного кольца подшипника контакт между крышкой подшипника на позиционирующем конце и шайбой или наружным кольцом должен быть равномерным.
5. После установки подшипника качения вращение соответствующих подвижных частей должно быть гибким и легким. Если есть застрявшее явление, причина проблемы должна быть проверена, проанализирована и соответственно устранена.
6. Если в процессе сборки подшипника окажется слишком свободным отверстие или посадка вала, следует проверить допуск; когда он слишком тугой, жестокое собрание не должно быть навязано, и причина проблемы должна быть проанализирована и соответственно устранена.
7. Осевой зазор однорядных конических роликоподшипников, упорных радиально-упорных подшипников и двунаправленных упорных шарикоподшипников соответствует чертежам и технологическим требованиям при сборке.
8. Для подшипников и поверхностей, смазанных консистентной смазкой, следует ввести соответствующую смазку после сборки. Для подшипников с рабочей температурой не выше 65 ℃ можно использовать смазку ZG-5 в соответствии с GB491-65 «Смазка на основе кальция»; для подшипников с рабочей температурой выше 65 ℃ его можно использовать в соответствии с GB492-77 «Смазка на основе кальция» ZN-2ZN-3.
9. Повышение температуры обычных подшипников не должно превышать 35 ° C при нормальной работе, а максимальная температура во время работы не должна превышать 70 ° C.
、 、 Сборка линейных подшипников
1. Перед сборкой следует нанести смазку на внутреннюю поверхность подшипника.
2. Когда подшипник запрессован в опорное основание, специальный инструмент, установка должна быть использована для печати по отношению к торцевой поверхности наружного кольца, и это не допускается, чтобы выбить подшипник непосредственно, чтобы избежать деформации.
3. Взаимодействие между подшипником и опорой должно соответствовать требованиям по допускам. Слишком плотное натяжение приведет к посадке вала направляющей и подшипника, что приведет к повреждению подшипника; слишком слабый предохранит подшипник от фиксации в опоре.
4. Вставляя направляющий вал в подшипник, осторожно вставьте его в центр. Если он под углом, шары упадут, и клетка деформируется.
5. Когда подшипник установлен в опорной базе, она не может вращаться. Принудительное вращение повредит подшипник.
6. Не допускается прямое затягивание установочного винта на наружном кольце подшипника, в противном случае он деформируется.
、 、 Сборка линейных направляющих
Монтажная часть направляющей шины не должна быть грязной, а плоскостность монтажной поверхности должна соответствовать требованиям.
2. Когда имеется ссылка край на стороне направляющего рельса, он должен быть установлен близко к базовой кромке. Когда нет никакой ссылки края, направление скольжения направляющего рельса должно соответствовать требованиям к конструкции. После того, как крепежные винты направляющей рейки затянуты, следует проверить направление скольжения ползунка на предмет отклонения, в противном случае его необходимо отрегулировать.
3. Если ползун приводится в движение с помощью приводного ремня, после того, как приводной ремень и ползунок зафиксированы и натянуты, передающий ремень не должен наклоняться, в противном случае шкив необходимо отрегулировать так, чтобы направление движения передающего ремня было параллельно направляющая.



